【株式会社旭研磨工業所】バフ研磨処理番手ごとの表面粗さ参考値とは?高精度仕上げの秘密
- 株式会社旭研磨工業所

- 2024年5月21日
- 読了時間: 2分
バフ研磨処理番手ごとの表面粗さ参考値のご案内
弊社は、お客様のご要望を上回る番手で磨き上げたかのような高品質な加工面を実現できる高い技術力を有しております。しかし、単に外観の美しさを追求するだけでなく、面粗さ(表面粗さ)を必要最低限に抑えることも重要であると考えております。
品質管理用 表面粗さ参考値について
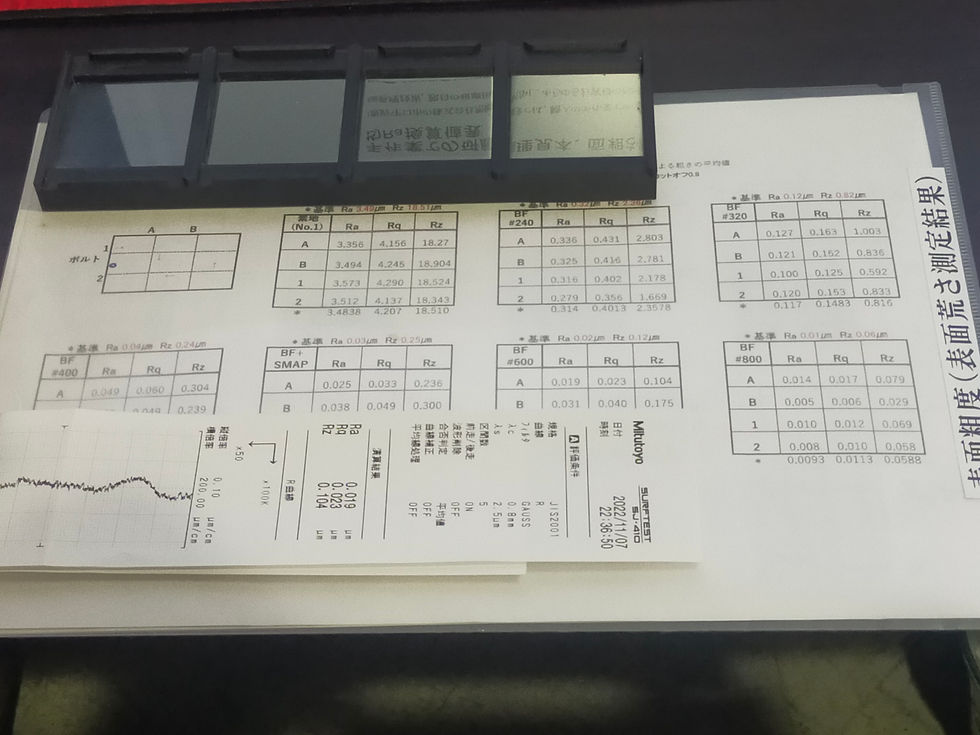
ステンレスNo.1素地(Ra4.50)をベース材※として、弊社の職人が各処理番手ごとに研磨したサンプル見本板を作成いたしました。これを基に複数箇所から算術平均粗さ(Ra)を測定し、その平均値を合算・平均化したものを「品質管理用の表面粗さ参考値」としております。
また、ステンレスNo.1素地(Ra3.50)をベース材として同様に作成したサンプル見本板もございます。ベース材の状態や加工前の素地、切削条件によって表面粗さは若干変動するため、参考値としてご利用ください。
表面粗さ参考値一覧(Ra µm)
処理内容 | 番手 | 表面粗さ(Ra) |
粗バフ研磨 | #24 | 1.50 |
粗バフ研磨 | #60 | 1.00 |
粗バフ研磨 | #80 | 0.80 |
粗バフ研磨 | #100 | 0.65 |
バフ研磨 | #150 | 0.50 |
バフ研磨 | #200 | 0.20 |
バフ研磨 | #250 | 0.15 |
バフ研磨 | #300 | 0.10 |
バフ研磨 | #400 | 0.020 |
鏡面バフ研磨 | #600 | 0.015 |
鏡面バフ研磨 | #800 | 0.010 |
鏡面バフ研磨 | #1000 | 0.005 |
※ベース材の種類や加工前の素地状態、切削条件によって研磨後の表面粗さは若干異なります。また、表面粗さの規格は年代によって異なる場合がありますので、図面の作成年代に応じて十分ご注意ください。
会社情報・お問い合わせ
株式会社旭研磨工業所(あさひけんまこうぎょうしょ)
〒570-0032 大阪府守口市菊水通3-16-10
📞 TEL:06-6992-3343
🌐 公式サイトはこちら → https://www.asahi-kenma.com
【株式会社旭研磨工業所】バフ研磨処理番手ごとの表面粗さ参考値とは?高精度仕上げの秘密