高精度バフ研磨 #600番仕上げ – 鏡面に近い光沢とRa0.015の超精密表面処理
- 株式会社旭研磨工業所

- 2023年11月11日
- 読了時間: 2分
更新日:7月8日
株式会社旭研磨工業所では、従来のバフ研磨を凌駕する高精度研磨「SPBF(Super Polishing Buffing)」を用い、品質要求の厳しい製品に対して、職人の手作業による精密な研磨処理を行っております。一般的なbuff研磨とは一線を画す技術として、「SPBF処理」を明確に位置づけており、#600番手加工後の表面粗さ(Ra)においても、他社と比較して優れた仕上がり品質を実現しています。
高品質バフ研磨 #600番とは?
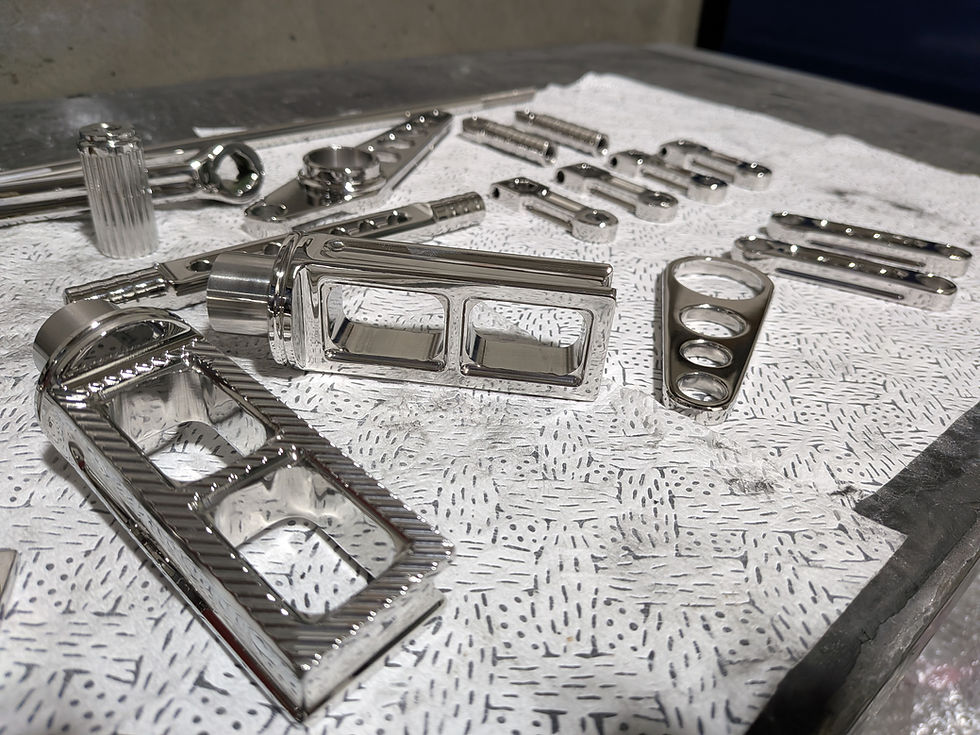
旭研磨工業所のバフ研磨 #600番仕上げは、ステンレスや金属部品に対し、鏡面に近い光沢と優れた平滑性を実現する精密研磨技術です。熟練職人の手作業によるバフ研磨加工により、見た目の美しさだけでなく、機械部品やサニタリー部品に求められる機能的な表面粗さ(Ra)も高水準でクリアします。
表面粗さ(面粗度)参考値:Ra0.015 μm
当社が誇る#600番バフ研磨の平均表面粗さ(Ra)は、Ra0.015 μm(参考値)。これは業界でもトップクラスの品質であり、食品・医薬・精密機器分野でもご満足いただける超微細な表面仕上げを実現しています。
主な用途・対応分野
旭研磨工業所のバフ研磨は以下のような多業種の精密部品加工に採用されています。
食品機械・サニタリー配管などのステンレス部品研磨
医薬品製造設備部品の衛生仕様仕上げ
半導体製造装置、真空装置、レーザー装置の精密表面処理
医療・理化学機器の機能性研磨
産業用ロボット、精密機構部品の高精度仕上げ
技術の強み
手仕上げによる精密かつ安定した品質
番手以上の滑らかさを実感できる職人技術
高耐食性・高衛生性が求められるステンレス研磨に最適
加工対応についてのご注意
#600番以上の高番手研磨をご希望の際は、ワーク表面の初期状態によっては対応できない場合がございます。事前に材質・状態・用途をご相談いただくことで、最適な仕上げ方法をご提案可能です。
高精度バフ研磨 #600番仕上げ – 鏡面に近い光沢とRa0.015の超精密表面処理
詳しくは公式サイトをご覧ください。→https://www.asahi-kenma.com