株式会社旭研磨工業所のバフ研磨#1000番手|高精度表面粗さRa0.005の鏡面仕上げ技術
- 株式会社旭研磨工業所

- 2023年12月9日
- 読了時間: 2分
更新日:7月8日
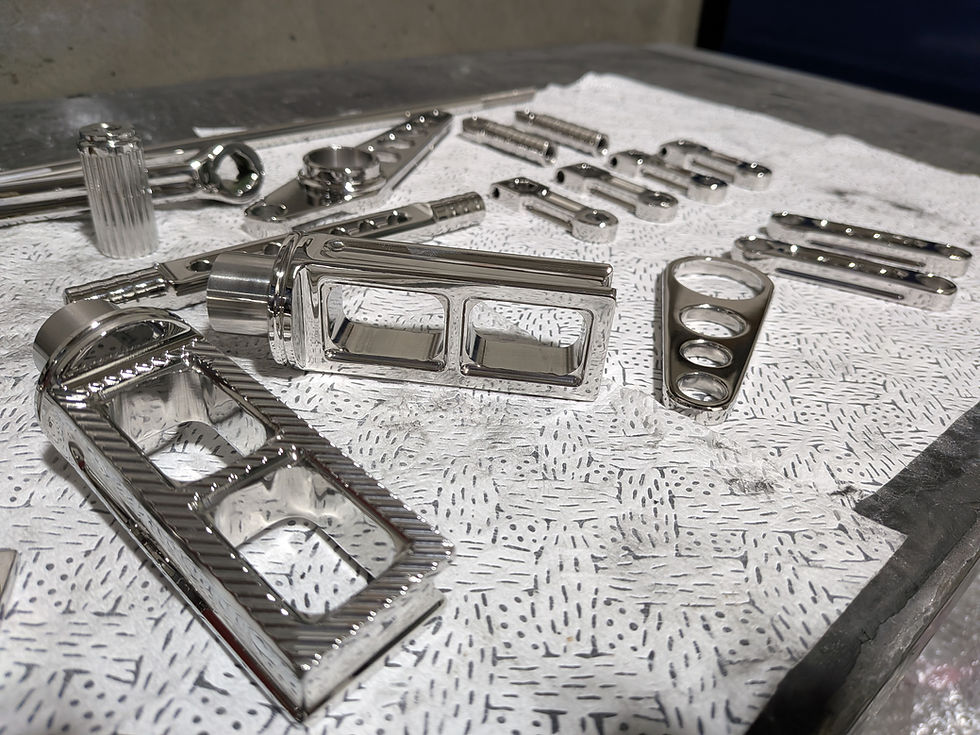
株式会社旭研磨工業所では、従来のバフ研磨を凌駕する高精度研磨「SPBF(Super Polishing Buffing)」を用い、品質要求の厳しい製品に対して、職人の手作業による精密な研磨処理を行っております。一般的なbuff研磨とは一線を画す技術として、「SPBF処理」を明確に位置づけており、#1000番手加工後の表面粗さ(Ra)においても、他社と比較して優れた仕上がり品質を実現しています。
熟練の職人による精密なバフ研磨#1000番手技術を駆使し、金属部品の表面抵抗および摩擦係数を極限まで低減させる高品質な鏡面仕上げを実現しています。当社のバフ研磨加工は、表面粗さ(Ra)の参考値で0.005μmを達成し、理化学機器、医療機器、半導体製造装置、宇宙産業用ロボット部品など、超高精度が求められる分野で多数の実績があります。
バフ研磨#1000番手の特徴と技術的ポイント
精密バフ研磨技術:微細なバフ布の選定と最適な研磨圧、回転速度の制御により、ナノメートルオーダーの表面平滑化を達成。
表面粗さRa0.005の高精度仕上げ:加工前のワーク表面状態を詳細に分析し、研磨工程を最適化。これにより異物の混入や微細キズの発生を抑制し、高い均一性と再現性を実現。
耐摩耗性・耐腐食性向上:鏡面仕上げにより、摩擦係数の低減だけでなく、腐食発生の抑制にも寄与。精密機器の性能安定化に貢献。
工程管理と品質保証:ISO規格準拠の検査機器による表面粗さ測定を行い、加工品質を厳格に管理。
適用例と注意点
半導体製造装置の金属部品、医療用精密機器部品、宇宙航空分野のロボット関節部品など、超高精度かつ高信頼性が求められる部品の加工に適しています。ただし、#600番手以上の高番手バフ研磨では、ワーク表面の状態(切削痕、素材の粗さ、熱処理影響など)が最終仕上がりに大きく影響するため、前処理段階での入念なチェックが必須です。
株式会社旭研磨工業所のバフ研磨#1000番手|高精度表面粗さRa0.005の鏡面仕上げ技術
詳しくは公式サイトをご覧ください。→https://www.asahi-kenma.com